Transforming Industry with Smart Manufacturing Systems

Table of Contents
Introduction

Intelligent manufacturing is reshaping the global industrial landscape by integrating advanced technologies such as automation, artificial intelligence, IoT, and data analytics into production systems. This transformation enables factories to operate with higher efficiency, improved accuracy, and greater flexibility. As industries face increasing pressure for customization and faster delivery, intelligent manufacturing has become a key driver of competitiveness and innovation.
What Is Smart Manufacturing?
Intelligent manufacturing refers to the use of connected systems, intelligent machines, and real-time data to optimize production processes. It connects physical production equipment with digital technologies to create a more adaptive and responsive manufacturing environment.
Unlike traditional manufacturing, smart manufacturing allows continuous monitoring, predictive decision-making, and automated adjustments in real time.
Core Technologies in Smart Manufacturing
Intelligent manufacturing relies on several key technologies:
- Industrial Internet of Things (IIoT): Connects machines, sensors, and systems for real-time communication
- Artificial Intelligence (AI): Analyzes data and improves decision-making
- Robotics and Automation: Enhances precision and reduces manual labor
- Big Data Analytics: Identifies patterns and optimizes production performance
- Cloud Computing: Enables scalable and remote data access
| Technology | Function | Key Benefit |
|---|---|---|
| IIoT | Machine connectivity | Real-time monitoring |
| AI | Data analysis | Predictive decision-making |
| Robotics | Automated production | Higher efficiency |
| Big Data | Performance insights | Process optimization |
| Cloud Systems | Data storage | Flexibility & scalability |
Benefits of Smart Manufacturing
Intelligent manufacturing delivers significant advantages:
- Increased efficiency: Automated systems reduce downtime and improve output
- Higher product quality: Real-time monitoring reduces defects
- Cost reduction: Optimized processes lower operational expenses
- Greater flexibility: Easy adaptation to changing market demands
- Improved safety: Reduced human involvement in hazardous tasks
Applications of Smart Manufacturing
Intelligent manufacturing is widely used across industries such as:
- Automotive production
- Electronics manufacturing
- Aerospace engineering
- Food and beverage processing
- Industrial equipment production
Each industry benefits from improved precision, faster production cycles, and better resource management.
Challenges in Smart Manufacturing
Despite its advantages, intelligent manufacturing also presents challenges:
- High initial investment costs
- Complex system integration
- Cybersecurity risks
- Need for skilled workforce
- Data management complexity
Proper planning and gradual implementation can help overcome these barriers.
Best Practices for Implementation
To successfully adopt intelligent manufacturing:
- Start with digital transformation planning
- Invest in scalable automation systems
- Train employees on new technologies
- Ensure strong cybersecurity measures
- Use data analytics for continuous improvement
These practices help companies transition smoothly into intelligent production systems.
Future of Smart Manufacturing

The future of smart manufacturing is driven by continuous innovation:
- Increased use of AI-driven factories
- Expansion of fully autonomous production lines
- Greater integration of robotics and human collaboration
- Real-time global supply chain connectivity
As technology evolves, intelligent manufacturing will become more autonomous, efficient, and sustainable.
Conclusion
Intelligent manufacturing represents the future of industrial production. By integrating advanced technologies such as AI, IoT, and automation, manufacturers can significantly improve efficiency, reduce costs, and enhance product quality. Although challenges exist, the long-term benefits make intelligent manufacturing a crucial investment for companies aiming to stay competitive in a rapidly evolving global market.
FAQ
What is smart manufacturing?
Intelligent manufacturing is a modern production approach that integrates connected systems, automation, and real-time data to optimize manufacturing processes. It improves efficiency, flexibility, and decision-making by linking machines, sensors, and software for intelligent operations.
How does intelligent manufacturing improve efficiency?
It enhances efficiency through real-time monitoring, automation, and predictive analytics. These technologies help reduce downtime, streamline workflows, and increase productivity by quickly identifying issues and optimizing production performance.
What technologies are used in intelligent manufacturing?
Key technologies include IoT for connectivity, AI for data analysis, robotics for automation, big data analytics for insights, and cloud computing for scalable data management and remote access across production systems.
Is smart manufacturing expensive to implement?
Initial investment can be high due to advanced equipment and system integration. However, long-term benefits such as reduced operational costs, lower waste, improved efficiency, and higher output often outweigh the upfront expenses.
Which industries use smart manufacturing?
It is widely used in automotive, electronics, aerospace, food processing, and industrial manufacturing. These industries benefit from improved precision, faster production cycles, better quality control, and enhanced supply chain coordination.
Looking to Upgrade Your Manufacturing System?
Smart manufacturing can transform your production efficiency and competitiveness. Contact our experts today to explore customized solutions and start your digital transformation journey. Stay ahead in the era of intelligent industry.
Latest post





Contact Info
2nd Floor, Xingzhongchuang Xiabei High-tech Industry Center A1, Nanhai District, Foshan, China

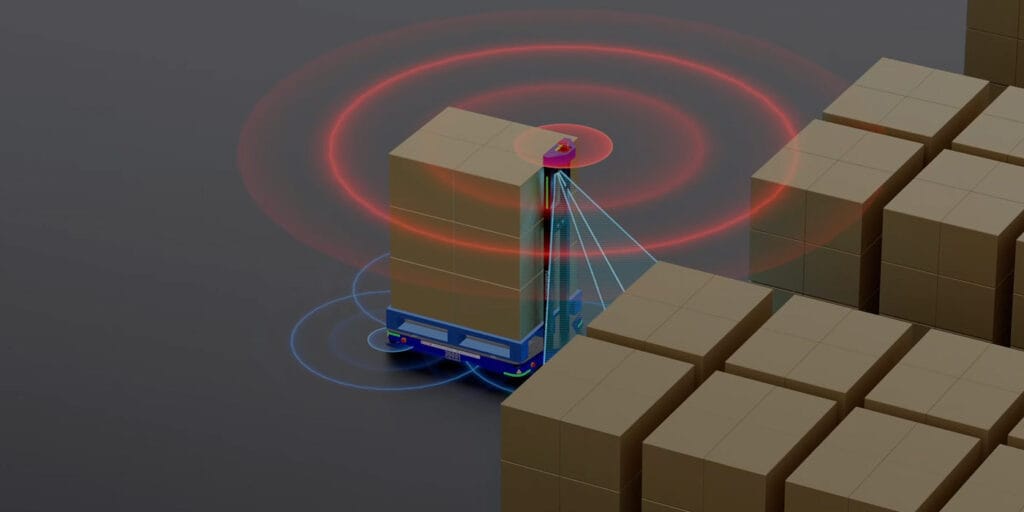
Full-stack intelligent logistics management and control system
It connects the entire "system - platform - hardware" chain, is compatible with mainstream industrial systems, and links intelligent hardware to achieve intelligent management and efficiency upgrades for the entire logistics process.
WHAT FITS:
Building core competitiveness in mobile management
01.
Custom Data Dashboard
Building core competitiveness in mobile management
02.
Personalized User Management
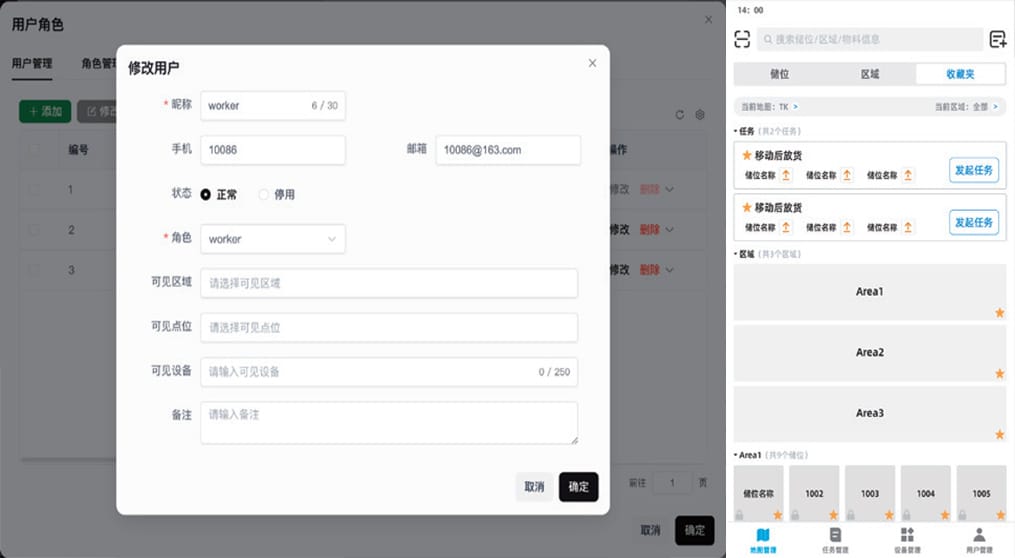
Building core competitiveness in mobile management
03.
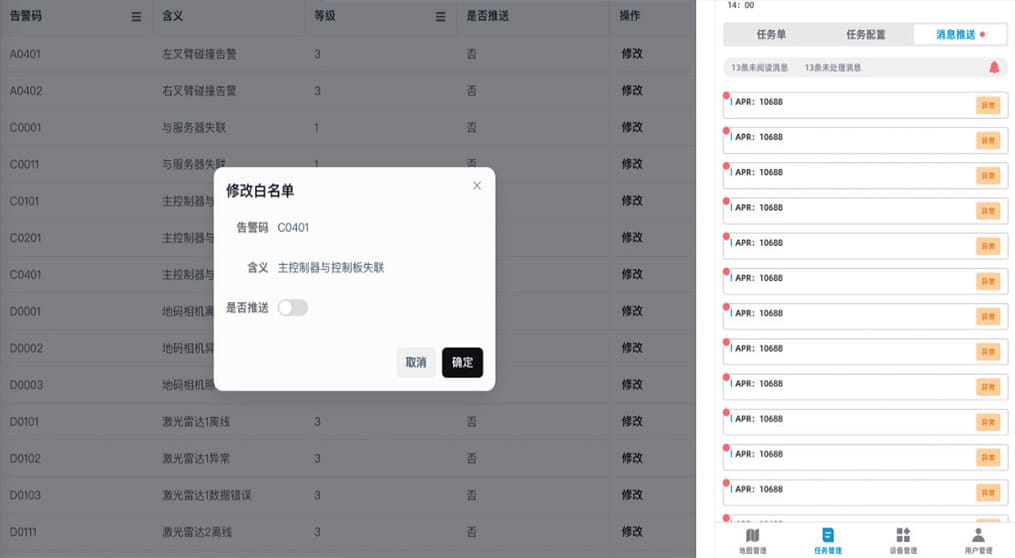
Personalized Alarm Push
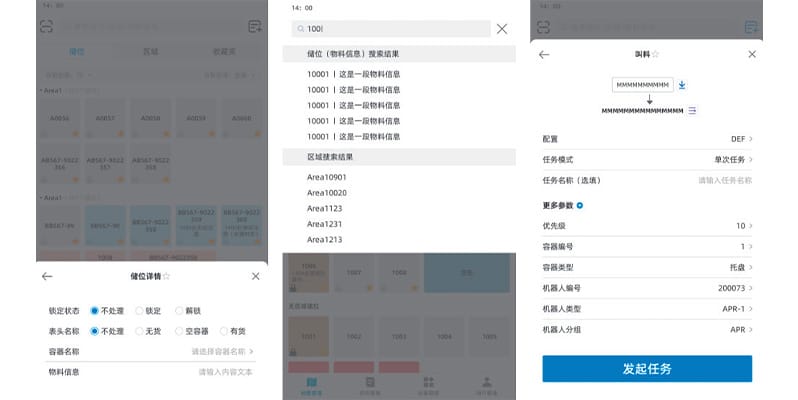
Leading the revolution in intelligent
warehouse location management
01.
Real-time storage location automatic trigger task
Leading the revolution in intelligent
warehouse location management
02.
Visual configuration interface
Leading the revolution in intelligent warehouse location management
03.
Custom Configuration
Lothar Intelligent Management Platform Building a Central System for Smart Factories
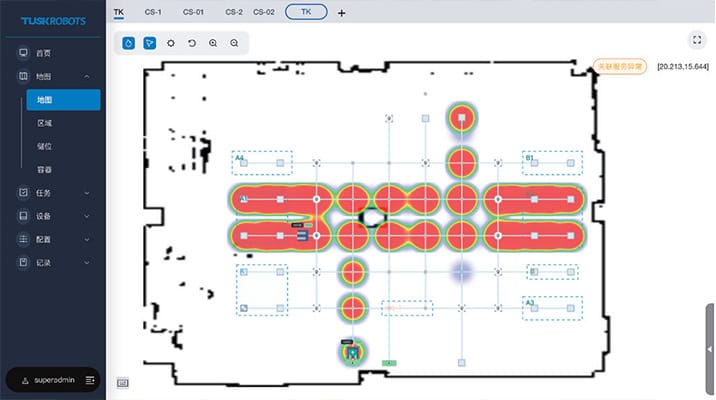
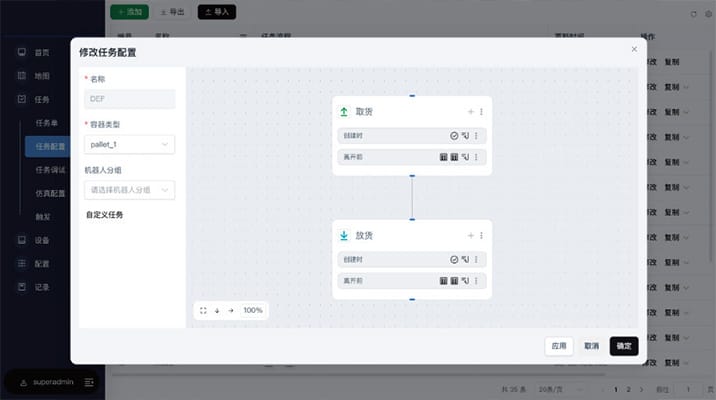
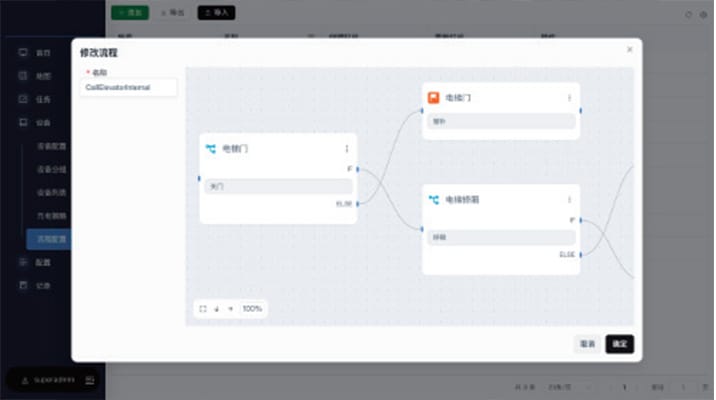
Lothar, the intelligent management platform from Taskar, serves as the digital hub for smart factories. It features customizable data dashboards, full-dimensional map visualization, graphical task and equipment workflows, simulation capabilities, AI-powered operation and maintenance, open multi-protocol interfaces, and OTA upgrade support, empowering digital management of factories throughout their entire lifecycle.
Map Management
Configuration Management
Access Management
Task Management
Historical records
Equipment Management
Simulation
Data dashboard

01.
Custom Data Dashboard
02.
Map visualization
03.
Graphical construction task
04.
Graphical device configuration process

05.
Simulation visualization

06.
O&M Visualization
Trust Witnessing in Smart Factory Automation

Electronics Industry
The automotive electronics trend makes digital pallet robots the preferred choice for in-plant logistics.
Solution
Auto Parts Industry
Rising demand for automotive interiors propels suppliers to new heights of development.
Solution

Tobacco Industry
A backbone of China's tobacco industry, with over forty years of history.
Solution

Pharmaceutical Industry
The pharmaceutical industry needs automation due to GMP requirements.
Solution

New Energy Industry
New energy lithium battery production capacity increases, automation is key.
Solution

Manufacturing Industry
A globally renowned manufacturer of wiper parts, with a factory of 30,000 square meters.
Solution

Food Industry
Positioned as a high-quality chain bakery brand, with a modern industrial park of over 60,000 square meters.
Solution

Logistics Industry
South China Logistics and Distribution Center of a Major Domestic E-commerce Company
Solution

Paper Industry
The group is a leading enterprise in the domestic household paper and maternal and child hygiene products industry.
Solution
Smart Factory Automation Trust
Explore more industry automation transformation paths; click to unlock customized solutions.
Smart Device Project Implementation
Implementation Preparation
Robot/charging station parts inventory: on-site inspection of wiring, access control, network, and power supply.
Project on-site implementation
Line marking and coding, map creation and permission setting, software and hardware debugging / robot test run
Launch and Support
User training / Deployment and trial run, manual / maintenance training, acceptance signing, after-sales support