The Rise of Smart Forklift Technology in Material Handling

Table of Contents
Introduction
The material handling industry is undergoing a major transformation, driven by the rapid adoption of smart technologies. Among these innovations, the intelligent forklift has emerged as a key solution for improving warehouse efficiency, safety, and operational visibility. As businesses face increasing pressure to handle higher volumes and reduce costs, intelligent forklift systems provide a scalable and intelligent approach to modern logistics.
According to data from Logistics Technology Insights, companies that implement intelligent forklift solutions can achieve up to a 35% improvement in operational efficiency and significantly reduce workplace incidents. This shift highlights the growing importance of intelligent forklift technology in today’s competitive supply chain environment.
What Is a Smart Forklift?
A intelligent forklift is an advanced material handling vehicle equipped with intelligent technologies such as sensors, telematics, and data analytics systems. Unlike traditional forklifts, a intelligent forklift can monitor its environment, provide real-time data, and assist or automate operations to enhance performance.
These forklifts can operate in semi-autonomous or fully automated modes, depending on the level of integration. By collecting and analyzing data, they enable better decision-making and improve overall warehouse productivity.
How Smart Forklift Technology Works
Intelligent forklift systems rely on a combination of hardware and software components:
- Sensors and cameras for obstacle detection and navigation
- Telematics systems for real-time data collection and monitoring
- AI-based algorithms for route optimization and task management
- Integration with warehouse management systems for seamless coordination
When operating, a intelligent forklift continuously gathers data, adjusts its movements, and communicates with centralized systems to ensure efficient material handling. This level of automation reduces delays and improves workflow accuracy.
Key Benefits of Smart Forklift Solutions
Intelligent forklift technology offers several critical advantages:
- Improved productivity through optimized routes and reduced idle time
- Enhanced safety with collision avoidance systems and monitoring tools
- Real-time operational insights for better inventory and workflow management
- Lower operational costs through efficient resource utilization
Industry research shows that facilities using intelligent forklift systems can reduce picking errors and improve throughput, leading to measurable gains in overall efficiency.
Applications of Smart Forklift in Material Handling
Intelligent forklift solutions are widely used across various sectors:
- Warehousing and distribution for pallet movement and storage
- E-commerce fulfillment centers for high-speed order processing
- Manufacturing for transporting materials between production stages
- Cold storage and specialized environments where precision is critical
Their adaptability makes them suitable for both small operations and large-scale automated warehouses.
Smart Forklift vs Traditional Forklift
| Feature | Smart Forklift | Traditional Forklift |
|---|---|---|
| Technology | Sensor-based, connected | Manual operation |
| Efficiency | High, optimized workflows | Operator-dependent |
| Safety | Advanced monitoring systems | Basic safety features |
| Data Tracking | Real-time analytics | Limited data |
| Scalability | Easy to expand | Labor-dependent |
This comparison clearly demonstrates how intelligent forklift technology delivers superior performance in modern warehouse environments.
How to Choose the Right Smart Forklift
Selecting the right intelligent forklift solution requires careful evaluation:
- Warehouse size and layout complexity
- Load capacity and operational requirements
- Level of automation and integration capabilities
- Budget and expected return on investment
A well-chosen intelligent forklift system aligns with your workflow and supports long-term operational growth.
Maintenance and Best Practices
To ensure consistent performance, regular maintenance is essential:
- Inspect sensors, cameras, and safety systems frequently
- Update software to maintain optimal performance
- Monitor battery life and charging cycles
- Keep maintenance records to track system reliability
Proper maintenance minimizes downtime and ensures safe and efficient operation.
Future Trends in Smart Forklift Technology


The future of intelligent forklift technology is driven by innovation:
- AI-powered predictive maintenance
- Integration with IoT-enabled warehouse systems
- Increased adoption of fully autonomous forklifts
- Advanced analytics for continuous process optimization
Experts predict that intelligent forklift systems will become a core component of fully automated warehouses, enabling faster and more efficient operations.
Conclusion
The rise of intelligent forklift technology marks a significant step forward in material handling. By combining intelligence, automation, and real-time data, these systems provide unmatched efficiency and safety benefits. Businesses that adopt intelligent forklift solutions can enhance productivity, reduce costs, and stay competitive in an increasingly demanding market.
FAQ
What is a smart forklift?
A intelligent forklift is an advanced material handling vehicle equipped with sensors, connectivity systems, and intelligent software. It can monitor its environment, collect real-time data, and assist or automate operations. This improves efficiency, enhances safety, and provides better visibility into warehouse workflows and equipment performance.
How does a intelligent forklift improve efficiency?
A intelligent forklift improves efficiency by optimizing travel routes, reducing idle time, and automating repetitive tasks. It uses real-time data and analytics to streamline operations, minimize delays, and improve accuracy, allowing warehouses to handle higher volumes with better consistency and productivity.
Is a intelligent forklift safe to use?
Yes, a intelligent forkliftis designed with advanced safety features such as sensors, cameras, and real-time monitoring systems. These technologies help detect obstacles, avoid collisions, and ensure safe interaction with workers, significantly reducing the risk of workplace accidents.
Where are smart forklifts commonly used?
Intelligent forklifts are widely used in warehouses, logistics centers, manufacturing plants, and e-commerce facilities. They are ideal for environments that require efficient material movement, high accuracy, and scalable operations, helping businesses improve workflow and manage increasing demand.
How do I choose the right smart forklift?
To choose the right smart forklift, evaluate factors such as load capacity, warehouse layout, workflow requirements, and level of automation. Consider system integration, maintenance needs, and budget to ensure the solution improves efficiency, enhances safety, and delivers long-term value.
Need Help Choosing the Right Smart Forklift?
If you’re unsure which smart forklift solution is best for your operation, our experts are here to help. Contact us today for a personalized consultation, and ensure your workflow is efficient, safe, and future-ready. Don’t wait—get in touch now to optimize your material handling performance!
Latest post






Contact Info
2nd Floor, Xingzhongchuang Xiabei High-tech Industry Center A1, Nanhai District, Foshan, China

Full-stack intelligent logistics management and control system
It connects the entire "system - platform - hardware" chain, is compatible with mainstream industrial systems, and links intelligent hardware to achieve intelligent management and efficiency upgrades for the entire logistics process.
WHAT FITS:
Building core competitiveness in mobile management
01.
Custom Data Dashboard
Building core competitiveness in mobile management
02.
Personalized User Management
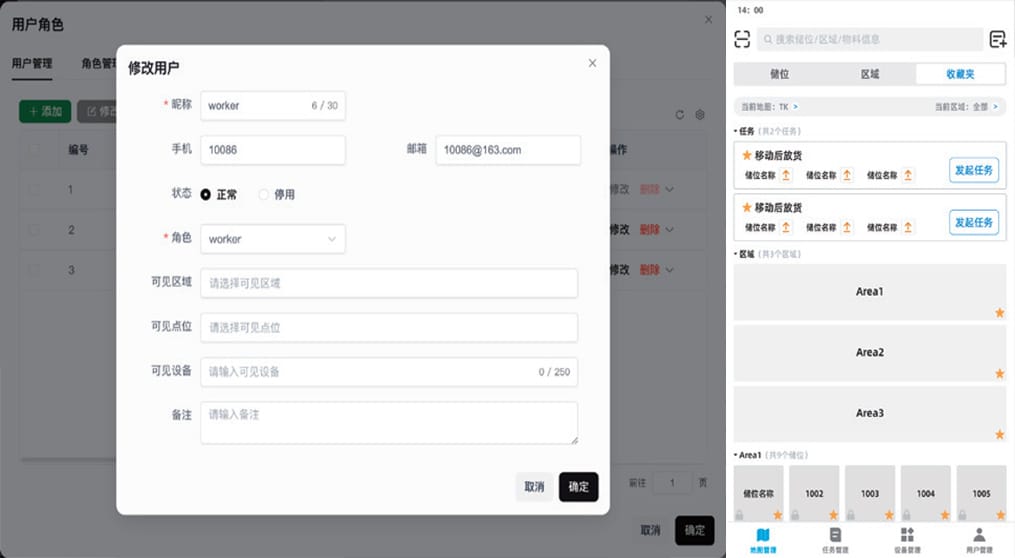
Building core competitiveness in mobile management
03.
Personalized Alarm Push
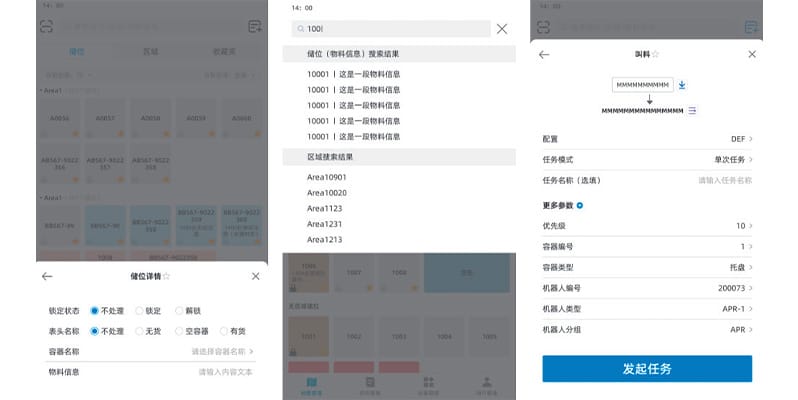
Leading the revolution in intelligent
warehouse location management
01.
Real-time storage location automatic trigger task
Leading the revolution in intelligent
warehouse location management
02.
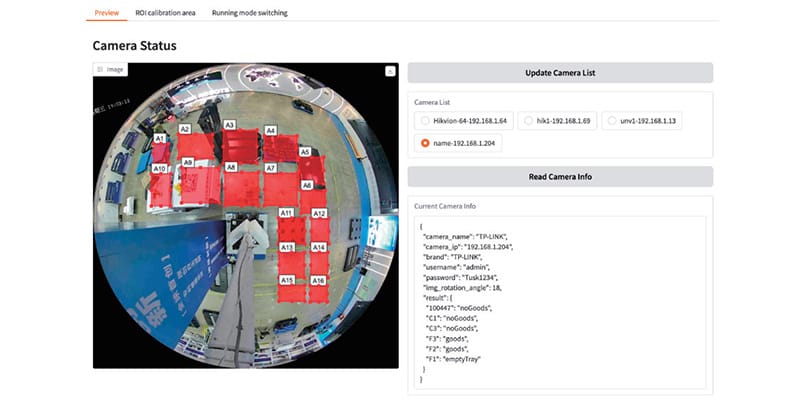
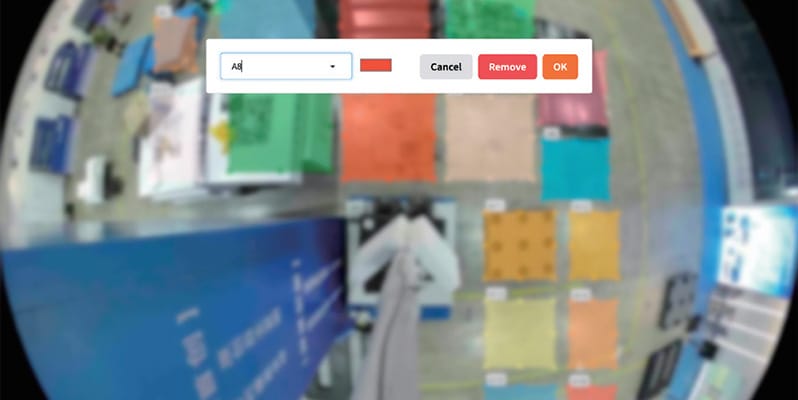
Visual configuration interface
Leading the revolution in intelligent warehouse location management
03.
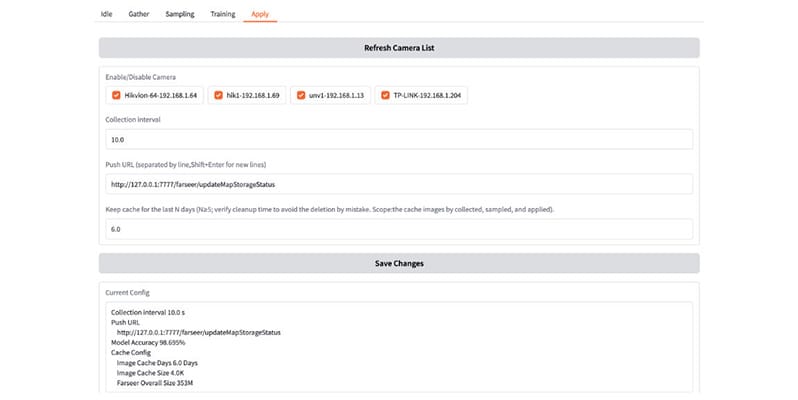
Custom Configuration
Lothar Intelligent Management Platform Building a Central System for Smart Factories
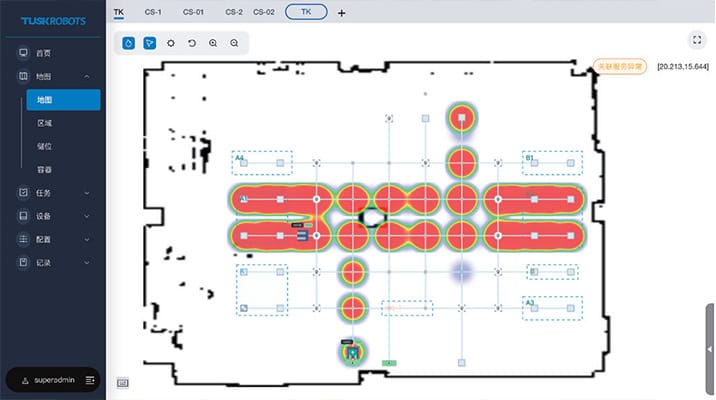
Lothar, the intelligent management platform from Taskar, serves as the digital hub for smart factories. It features customizable data dashboards, full-dimensional map visualization, graphical task and equipment workflows, simulation capabilities, AI-powered operation and maintenance, open multi-protocol interfaces, and OTA upgrade support, empowering digital management of factories throughout their entire lifecycle.
Map Management
Configuration Management
Access Management
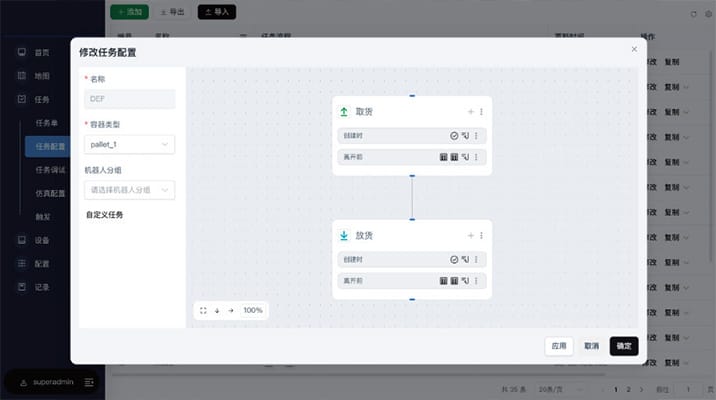
Task Management
Historical records
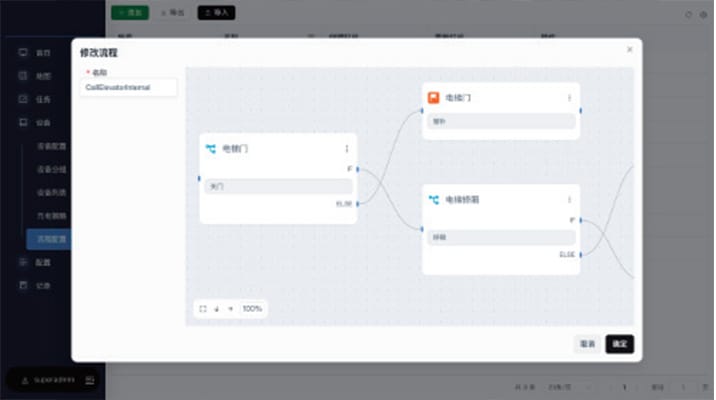
Equipment Management
Simulation
Data dashboard

01.
Custom Data Dashboard
02.
Map visualization
03.
Graphical construction task
04.
Graphical device configuration process

05.
Simulation visualization

06.
O&M Visualization
Trust Witnessing in Smart Factory Automation

Electronics Industry
The automotive electronics trend makes digital pallet robots the preferred choice for in-plant logistics.
Solution

Auto Parts Industry
Rising demand for automotive interiors propels suppliers to new heights of development.
Solution

Tobacco Industry
A backbone of China's tobacco industry, with over forty years of history.
Solution

Pharmaceutical Industry
The pharmaceutical industry needs automation due to GMP requirements.
Solution

New Energy Industry
New energy lithium battery production capacity increases, automation is key.
Solution

Manufacturing Industry
A globally renowned manufacturer of wiper parts, with a factory of 30,000 square meters.
Solution

Food Industry
Positioned as a high-quality chain bakery brand, with a modern industrial park of over 60,000 square meters.
Solution

Logistics Industry
South China Logistics and Distribution Center of a Major Domestic E-commerce Company
Solution

Paper Industry
The group is a leading enterprise in the domestic household paper and maternal and child hygiene products industry.
Solution
Smart Factory Automation Trust
Explore more industry automation transformation paths; click to unlock customized solutions.
Smart Device Project Implementation
Implementation Preparation
Robot/charging station parts inventory: on-site inspection of wiring, access control, network, and power supply.
Project on-site implementation
Line marking and coding, map creation and permission setting, software and hardware debugging / robot test run
Launch and Support
User training / Deployment and trial run, manual / maintenance training, acceptance signing, after-sales support